Установки ультразвуковой сварки являются важным оборудованием в различных производственных отраслях, включая микроэлектронику, автомобилестроение, медицинское оборудование и упаковочную промышленность. Этот метод сварки использует ультразвуковые вибрации для создания тепла и сплавления материалов в местах их соединения. Ультразвуковая сварка особенно эффективна для соединения тонких проволочных перемычек при производстве полупроводниковых устройств в микроэлектроники.
Принцип работы ультразвуковой сварки
Генерация ультразвука: Ультразвуковые вибрации генерируются преобразователем, который преобразует электрическую энергию в механические колебания высокой частоты.
Передача вибраций: Колебания передаются через бустер и сварочный инструмент (сонотрод), который контактирует непосредственно с материалом.
Создание фрикционного тепла: Вибрации создают фрикционное тепло на контактирующих поверхностях материалов, что вызывает их размягчение и сплавление.
Применения ультразвуковой сварки в микроэлектроники
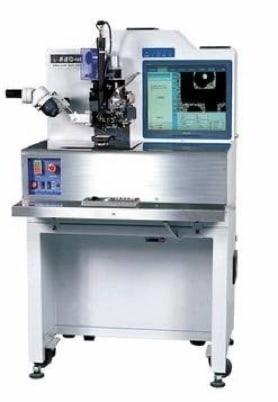
Ультразвуковая сварка (микросварка) перемычек: технологическая операция формирования проволочных соединений между контактным площадкам кристалла и платы-носителя с целью обеспечения электрического контакта. На данный момент существует два распространенных метода проволочной ультразвуковой микросварки: клин - клин (wedge bonding) и шар - клин (ball bonding).
Преимущества
- Безопасность: Не требует использования открытого огня или высоких температур.
- Скорость: Процесс сварки занимает секунды, что ускоряет производство.
- Эффективность: Позволяет экономно использовать материалы, минимизируя отходы.
- Точность: Обеспечивает высокую точность и качество сварных соединений.
Ультразвуковая сварка проволочных соединений в микроэлектронике и производстве полупроводниковых устройств является самой распространенной технологией. Применяется как в единичном и мелкосерийном производстве, так и в автоматизированных производственных линиях, что существенно ускоряет и упрощает массовый процесс производства.